
The OEE measurement system is a highly sophisticated approach to the analysis of production losses, which allows the user to identify the true causes of such losses.
The success of modern manufacturing methodologies, such as Lean Manufacturing or TPM (Total Productive Maintenance), depends to a large extent on the accurate measurement and analysis of production data.
OEE measures all the fundamental parameters in industrial production, which are shown below:
AVAILABILITY
It measures equipment losses due to scheduled or unscheduled shutdowns, this depends on each company, it is recommended to include both.
PERFORMANCE:
It measures the losses caused by equipment malfunction while producing units, small stops, or micro-stops, as well as those caused by not operating at the required speed or the performance determined by the manufacturer.
QUALITY:
It is the percentage of the total production that is produced without defects.
 |
|
 |
OEE is calculated on different occasions in different ways. In some cases, only unscheduled stops are subtracted, while in other cases, different formulas are used but the result is the same. Here we show a simple way to do it. You can check it with your formulas and evaluate the results.
OEE = Availability x Performance x Quality
Availability = (Available time – unproductive time or stops) / available time.
*This formula sometimes considers available time without taking into account scheduled stops. It is recommended to use the total hours of the shift and the total stops since scheduled stops are subject to improvement.
Performance = Actual units / (Effective time or stop-free time x Standard speed)
*This can vary to Speed / Standard Speed. The result will be the same. |
 |
Let’s calculate, as an example, the real OEE of a production line during an 8-hour shift with a production capacity of 1,000 pieces/hour. As an example, we will consider that the line produces pieces for only 6 hours (availability of 75%), manufactures an average of 700 pieces/hour (performance of 70%), and at the end of the shift has produced 168 defective pieces (quality of 96%):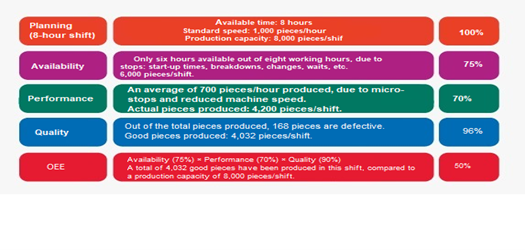 An OEE of 50% indicates that it is necessary to analyze and implement improvement actions regarding non-productive times and the operation at the required machine speed. |
 |
An OEE value of 100% is practically unattainable, but it will help us work systematically towards continuous improvement. OEE also allows us to compare machines, production cells, production lines, work shifts, production plants, and even compare ourselves with the best in our industrial sector. OEE can be classified according to the level of excellence, generally as follows:
|
 |
Measuring OEE in real-time has an incalculable value, as it allows problems to be addressed instantly, rather than three days later or even 30 days later when nothing can be done about what has already happened. Production plants are a constantly changing world on a daily basis, and having real-time information and alerts is essential in today's world to address productivity drops in real-time. PROALNET offers a platform for real-time OEE calculation. It is a company that provides technological solutions for the optimization and improvement of industrial production processes. Currently, it offers its solutions through the GESPLINE platform – Online Production Management – and its specialized consulting services. The GESPLINE platform is an M.E.S. (Manufacturing Execution System) that captures real-time information from machines in production plants. It provides reliable, timely, structured, and statistical information on time losses due to stoppages (Availability Indicator), downtime, speed losses (Performance Indicator), and losses due to non-conforming product quality (Quality Indicator), as well as the causes that provoke them and how to relate them to production losses. All of this is done automatically and through sensors. |

If you want to receive articles like this by email, sign up! Click Here.
We invite you to watch the video on how our GESPLINE platform works: Click Here!