
The SMED is an acronym for Single Minute Exchange of Die. The SMED was originally developed to improve press die changes, but its principles and methodology are applied to the preparations of all types of machines.
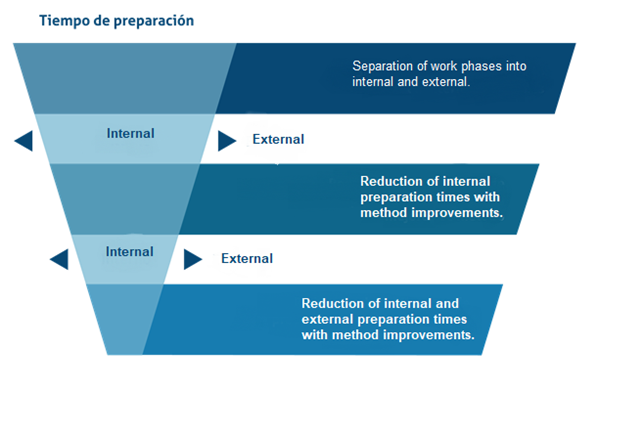
The changeover time for a series or production order begins when the last part in a series is finished and ends when a defect-free part is obtained from the next series. Within this period, the operations that are carried out with the machine stopped are called internal and those that are carried out while the machine produces good parts are called external.
"This improvement methodology is used in Formula 1 pits."
It is important to differentiate between external and internal operations. Here are some examples:
External operations:
- Identify external tasks and move them out of shift or batch change (especially at the readiness stage). Recognize that some of the tasks normally done during a changeover can be done before the equipment and production stops or after the process is running successfully on the next product. These are called external operations and include maintenance tasks. When the repair approaches, often performing maintenance or adjustment between one batch or another, there are moving parts or dislodged assemblies of the equipment, which causes a longer time than another. These external operations can be very time-consuming so moving them out of the time window when the machine is not producing can shorten the changes that are timed dramatically.
- Determines whether any of the remaining internal operations can be modified to be done as external operations, such as the pre-assembly of any machines, parts or stamping required, and any preheating requirements for new components that could be done before being installed in the el equipo.
Internal Operations:
- Simplify the remaining internal operations. Pins and visual markings can be used to speed up the time it takes to demand and procure new parts or components on the jobsite. Adjust locks where possible, to minimize the number of pulls that the process sometimes requires to move forward and enforce deadlines. Use Poka-Yoke (error testing) as a technique to ensure that the computer cannot be installed incorrectly.
- Where feasible, conduct internal operations in parallel. If two operators can perform tasks concurrently, the time can often be reduced without increasing the total volume of operators in the array.
Internal Brew Time + External Brew Time =
Preparation Time
So, how can SMED be effectively implemented? Follow these recommendations:
 |
Creation of a multidisciplinary improvement team, involving as far as possible, all the departments involved: • Manufacturing. • Maintenance. • Methods and times. • Quality with the people and functions to be determined. This step ends with the creation of the different control systems necessary to make it possible to monitor and advance the program. </td |
|
 |
Look carefully at operations and processes. Analyze the current situation using the video technique. The different operations are categorized into external or internal and waste or non-waste. All known alterations are also listed.
|
|
 |
Separation of internal and external operation: The purpose is to ensure that all external preparations are made when the machine is running. Use checklists, function controls, and enhanced transports. For example, collect the necessary tools and consumables before the next operation starts, or get the tools ready before the activity starts. | |
 |
Waste elimination. Measures are taken to reduce all types of waste. This includes:
|
|
 |
To perfect all aspects of the preparation operation. Generally, the application of this "methodology" is linked to the objective of reducing stocks and improving lead-time. By decreasing the time required to make a model changeover, it improves our ability to make more model changes, manufacturing smaller batches and planning for shorter lead time and storage accordingly. It can also be used to increase production capacity, i.e. the time that a given machine is available to produce: |
|
Example of application to make further changes:
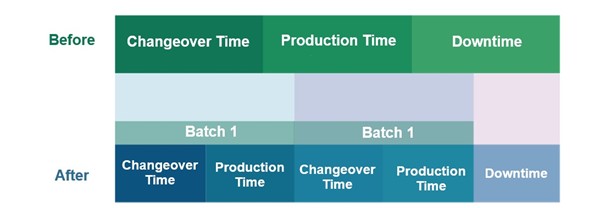
Example to increase time available to produce:
Decreased changeover time = Increased time available to produce.


If you want to receive articles like this by email, sign up! Click Here.
We invite you to watch the video on how our GESPLINE platform works: Click Here!