If you have made the decision to start measuring OEE in your plant, we want to congratulate you and assure you that you are on the right path to a significant increase in production. Regardless of which method you choose to measure, you can ask us any questions you have about it.
There are three ways to capture the data needed to measure OEE and we're going to explain the steps to do each:
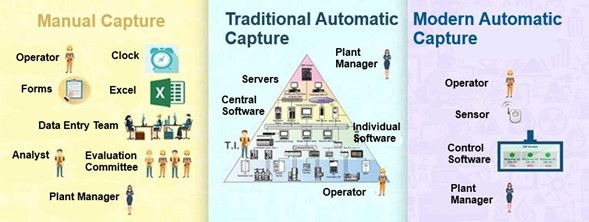
- Measure OEE manually.
- Measure OEE in a Traditional Automatic way.
- Measure OEE in a Modern Automatic way.
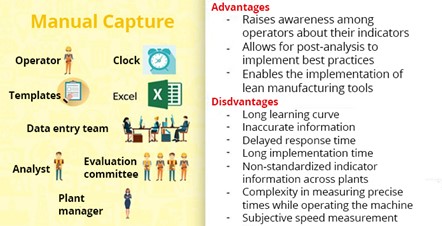
1. Measuring OEE Manually:
To measure OEE manually, a template must be created and used for each machine to be evaluated. The key data to include in the template are:
- Production Order.
- Machine Setup.
- Production Time.
- Units Produced.
- Amount of Waste.
- Downtime.
This data must be measured on each shift that the machine is in operation and times must be entered each time they happen (never at the end of the shift) with a clock in hand.
A team of typists will be in charge of collecting these spreadsheets always at the same time and entering them into an Excel formatto deliver them to the production analyst who will generate a daily production reportThen, you must organize a monitoring committee that, in no more than 5 minutes, checks that the information is updated and up to date.
With the data in this report, the OEE formula will be applied:
Availability X Yield X Quality = OEE
Availability is the percentage of the time the machine was in operation. E.g., if in an 8-hour shift, the machine was producing 6 functional hours, it will have an Availability of 75%.
Performance is the units produced compared to the cruising speed of the machine. E.g., if the equipment has a production capacity of 10 units per minute, but actually produced 8, it will represent an 80% yield.
Quality is the percentage of total production that is produced without defects. For example, if out of 1000 units produced, 100 do not meet the standards, the Quality will be at 90%.
As we have already mentioned in our article "7 tips" , each of these percentages reveals a key line to improve and a different procedure for each one.
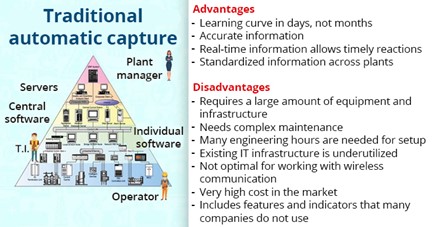
2. Measure OEE in a Traditional Automatic Way:
To measure OEE in this way, some physical adjustments must be made consisting of:
- PLCs for each machine, a different adaptation is needed depending on the technology of each one. Software must be configured that interprets the information from all PLCs into a standard.
- Server infrastructure where the information is collected (SCADA and HISTORIAN licenses).
- Second level of servers where the information is processed and sent to the control center. (MOM, MES, EDM SYSTEMS).
- Unit where the ERP is located, which will be reviewed by the team in charge of the plants.
The data collected with this method is much more complete and has a longer history than the manual method. Key indicators, such as OEE, will be calculated automatically.
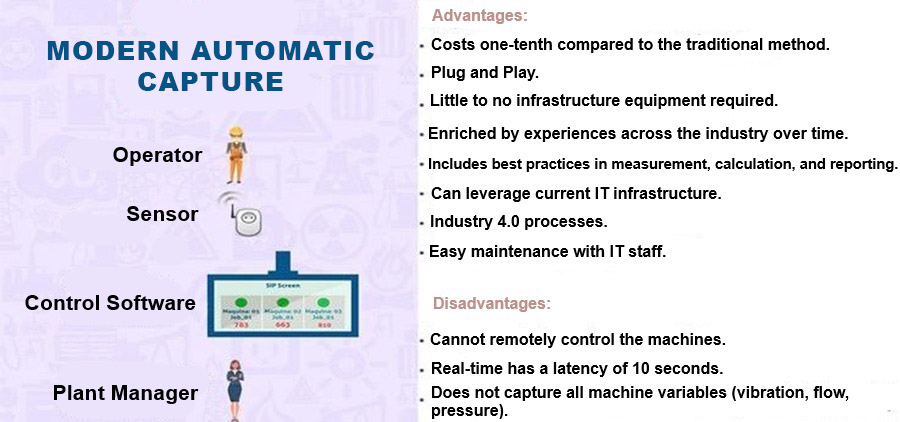
3. Measure OEE in a Modern Automatic Way:
For this type of measurement, a sensor (in most cases independent of the PLCs you have) must be implemented in each machine you want to measure, install specialized software where all the sensors will be reported and make an initial configuration, which consists of:
- Machine Cruising Speed.
- It is recommended to choose 30 possible causes of machine downtime.
The software will take care of taking the times automaticallykeeping track of the units produced and the units that are defective. In addition, it will ask the operator the reason for each stoppage each time it occurs (he will choose from the 30 recommended ones that were configured).
Finally, the software will generate the reports and calculate the OEE automatically, making it available to the people involved through screens in the plant and online files.

If you want to receive articles like this by email, sign up! Click Here.
We invite you to watch the video on how our GESPLINE platform works: Click Here!