As we have talked about in previous articlesOEE is one of the indicators that boost production in plants and factories, showing which line needs to be improved to achieve world-class performance. This indicator is the product of three key measurements: Quality, Performance, and Availability, which can be done either manually or automatically and which major experts, such as McKinsey & Company and the Boston Consulting Group, recommend following regardless of the size of the company (see Comparison of Methods of Capturing Information).
However, when you don't have software that calculates it automatically, errors can occur that will give you information that won't impact your production as you expected. Below we will list the most common errors of each measurement line:
Errors measuring the Quality Index: This indicator is the percentage of units successfully produced in each shift (without defects). The most common mistake when measuring this index is to include waste that occurs during the manufacturing process, for example:
- Include normal process generated trimmings, such as leftover from trimming a plastic sheet when extruding.
- Include packaging material waste before producing; e.g.: When the operator making preparation, wastes packaging material.
- Waste of raw material before production, due to poor quality or contamination.
- Waste of inputs.
From the OEE perspective, the waste units used to measure the Quality index are only those units that have undergone the complete process and do not meet quality standards.
Note: Other types of raw material or packaging material waste can generate high costs for the company. These can be tracked in a separate indicator, different from OEE, as they do not cause the machines to produce fewer units during their operational time.
To avoid making these mistakes: Only defective units resulting from the process should be measured, and other types of waste due to reasons unrelated to production should not be included.
Errors measuring the Performance Index: This indicator is obtained by comparing the ideal speed (nominal speed) of the machines with the speed at which they actually operate, the most common errors are:
- Do not account for small stops, such as micro stops due to adjustments or breakdowns of 5 minutes or less.
- Assume that the speed of the machine is what remains after the stops.
- Measure blows in vacuum; e.g.: When measuring engine revolutions.
If you do not know the rated speed at which each machine can work, consult the documentation submitted by the manufacturer or make a calculation of the optimal times within your company (based on the type of product you are working with).
To avoid making these mistakes: You need to find a way to measure the actual speed as accurately as possible, ideally with automatic software, as the information collected by machine operators is not accurate (as you can see in our article When to automate data capture?).
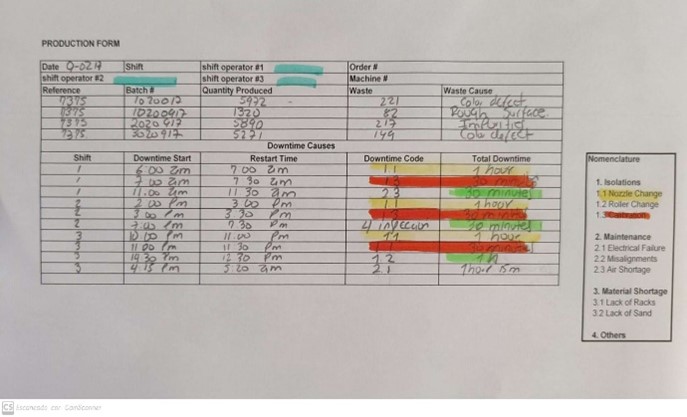
(Example of a manually filled out form, where there is no information on the speed of operation and the downtimes are inaccurate)
Errors measuring the Availability Index:Calculated as the percentage of time that the machine is operating, this indicator reveals all the stoppages that are made in the plant, which are the most frequent and their durations. The most common errors when calculating it are:
- Not taking into account enlistments (Operational Readiness).
- Not measuring timed time.
- Not measuring the time it takes to start the machine.
- Not measuring shift change times.
- Fill in the information at the end of the shift.
This indicator is where the greatest number of errors can occur, considerably altering the final OEE result. In contrast, it is also the indicator that shows the lines that, when improved, will significantly impact production.
In some production plants, stoppages such as: lunches, dinners, active breaks or other scheduled stoppages are not taken into account in the OEE, which we recommend including in the indicator. If they do not, the ideal would be to evaluate them periodically, measure them accurately and monitor them constantly to analyze if it is better to put skaters, relays, replacements or another action plan that can completely eliminate these scheduled stoppages. All according to what is convenient in each case.
To avoid making these mistakes: If you do not yet have an automated capture system (which solves 90% of these errors), it is essential to generate a culture of accuracy among your operators where they fill out the forms just when the events happen and with the most accurate information possible.
————–
It is normal to make some of these mistakes as part of learning, but it is important to know how to recognize them and draw up a plan to correct them and thus be one step closer to achieving world-class production.
Click here to learn how auto-capture software works to help you overcome these mistakes for more accurate OEE and stronger results.

If you want to receive articles like this by email, sign up! Click Here.
We invite you to watch the video on how our GESPLINE platform works: Click Here!